Porosity In Welding Drawing . Porosity is any gas filled void. The phenomenon is caused by the hydrogen gas that cannot escape from the molten metal, while still remaining entrapped in the microstructure after cooling.
What Is Piping Porosity In Welding from iowadot.gov Porosity in welding is a result of dissolved gases or gases released during the welding process, being trapped in the metal when there is insufficient time to escape prior to solidification. I needed help on understanding weld porosity. Another is to use a vacuum die casting process, which substantially reduces or eliminates porosity. Porosity is a group of small bubbles and blowholes are relatively large hidden holes or pores. If in the shape of rounded holes, the gas is called spherical porosity or just porosity.
Wind velocities in excess of 5 mph are high enough for this to happen, resulting in surface oxidation of the weld metal, oxide contamination in the deposit, porosity, and loss of mechanical properties. Porosity (po) porosity is the result of gas entrapment in the solidifying metal. Welding defects porosity this is one of the common defects that occur while welding. If in the shape of rounded holes, the gas is called spherical porosity or just porosity. The most common problem faced in welding aluminium when radiographic quality welds are required, is the difficulty in containing porosity in the weld. Porosity in welding is a result of dissolved gases or gases released during the welding process, being trapped in the metal when there is insufficient time to escape prior to solidification. Other possible sources of hydrogen forming contaminants include the base material and the shielding gas.
Source: media.springernature.com The term weld brings with it weld process, type of weld joint, filler metal, heat affected zone and material temper, porosity, distortion, material shrinkage, structural integrity, etc. What are the probable reasons for porosity to occur during mig welding cold rolled sheets (2 mm thk). Basic elements to improve results.
• the presence of gas pores in a weld caused by entrapment of gas during solidification is termed as porosity. Also the qc on the welds is very critical, ie, making sure there is no porosity, weld sizes are per the drawing, etc. I do thin carbon steel edge tig welds, they are fine on a single pass.
For example, if a film of drawing compound (containing hydrocarbons) or hydrated aluminum oxide remains on the filler wire, extreme porosity will occur in the welds made with that wire. 9 — porosity (pit) fig. Porosity is a group of small bubbles and blowholes are relatively large hidden holes or pores.
Source: s2.bukalapak.com The most common problem faced in welding aluminium when radiographic quality welds are required, is the difficulty in containing porosity in the weld. Over stressing the weld on the back side can cause sudden failure to occur where The first is obviously place a requirement on the drawing for maximum porosity.
Porosity is a result of weld metal contamination. If i have to go back and touch up something ( reheat an area that has been welded) it will have porosity unless i add a bit of filler to it, this is due to overheating the base metal, this is. Porosity is one of the main defects or discontinuities that may be encountered when welding aluminum and its alloys.
All of the lubricants are hydrocarbon based and would cause porosity if left on the wire. If the weld pool cools too quickly, the hydrogen remains in the weld metal, causing porosity. Carbon steel can have porosity when going over it a second time if its overheated.
Source: mewelding.com Gibbs die casting in the us is one casting vendor that uses this process. Another is to use a vacuum die casting process, which substantially reduces or eliminates porosity. Wind velocities in excess of 5 mph are high enough for this to happen, resulting in surface oxidation of the weld metal, oxide contamination in the deposit, porosity, and loss of mechanical properties.
9 — porosity (pit) fig. Weld defects may occur on the outside (surface) either within the weld 9 — porosity (pit) fig.
In this case, a welding table works as an absorbing tool to rigors and heat. This is why many aerospace manufacturers rely upon nanochem purifiers. I do thin carbon steel edge tig welds, they are fine on a single pass.
Source: ars.els-cdn.com The term weld brings with it weld process, type of weld joint, filler metal, heat affected zone and material temper, porosity, distortion, material shrinkage, structural integrity, etc. Porosity is a result of weld metal contamination. If it's not lubricated, it will snap in the drawing line.
Spherical porosity is fairly innocuous to the strength of a weld. Oil and/or water in the shop air supply. Carbon steel can have porosity when going over it a second time if its overheated.
If the weld pool cools too quickly, the hydrogen remains in the weld metal, causing porosity. This often calls for a slower cooling rate from higher welding currents, slower speeds, preheating, or a change in weld design. Other possible sources of hydrogen forming contaminants include the base material and the shielding gas.
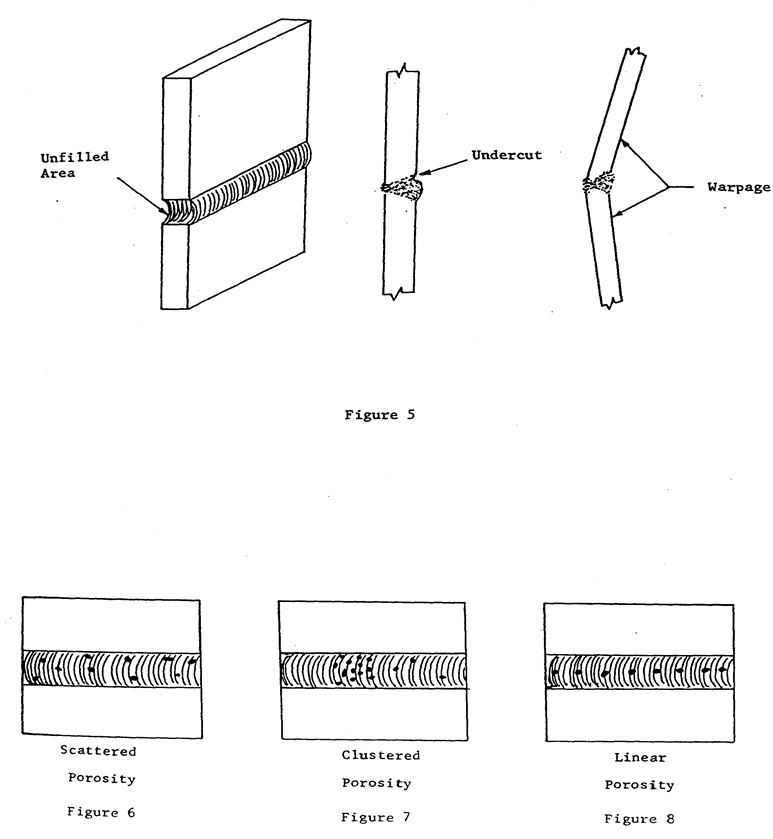
Source: cdn.fabtechexpo.com Porosity can take many shapes on a radiograph but often appears as dark round or irregular spots or specks appearing singularly, in clusters or rows. Weld defects may occur on the outside (surface) either within the weld If the weld pool cools too quickly, the hydrogen remains in the weld metal, causing porosity.
Besides, excessive heat may result in porosity if it's holding surface doesn't absorb much of it. If you are experiencing porosity, try changing the wire spool to rule out the possibility of a bad spool of wire. This defect generally causes harm to the welded part based on size, orientation to stresses and quantity.
Porosity (po) porosity is the result of gas entrapment in the solidifying metal. If it's not lubricated, it will snap in the drawing line. However, if elongated the terminology is wormholes or piping.
Source: ars.els-cdn.com When you interpret the welding symbols, you will see that most of them show that the structural angles will be fillet welded. Basic elements to improve results. Introduction to types of welding defects,in manufacturing welded, usually divided into two main defects:
Sometimes porosity is elongated and may have the appearance of having a tail. Besides, excessive heat may result in porosity if it's holding surface doesn't absorb much of it. Porosity in welding is a result of dissolved gases or gases released during the welding process, being trapped in the metal when there is insufficient time to escape prior to solidification.
Oil and/or water in the shop air supply. However, if elongated the terminology is wormholes or piping. This often calls for a slower cooling rate from higher welding currents, slower speeds, preheating, or a change in weld design.
Thank you for reading about Porosity In Welding Drawing , I hope this article is useful. For more useful information visit https://labaulecouverture.com/
{kind=link}
Post a Comment for "Porosity In Welding Drawing"